背景与挑战
在钢板加工设备中,各个电机轴所处的工作状态可能会不完全一样,如整平、分条电机可能处于电动状态,对外做功,有些可能处于发电状态(电机转矩方向和运动方向相反),例如放卷、收卷、出口与入口夹送电机为了保持物料的张力或者大惯量负载快速停车等。当处于上述发电状态时,驱动器的直流母线电压升高,甚至出现过压报警。
传统的解决方法是驱动器连接制动斩波器,制动斩波器接制动电阻。当直流侧电压升高到一定值时,制动斩波器接通制动电阻,通过制动电阻发热把电机反馈的能量消耗掉。但是这样回馈能量就白白浪费掉了,我们需要的是既能保持直流母线电压恒定,又能充分利用回馈能量的解决方法,共直流母线应用就能解决这个问题。

解决方案
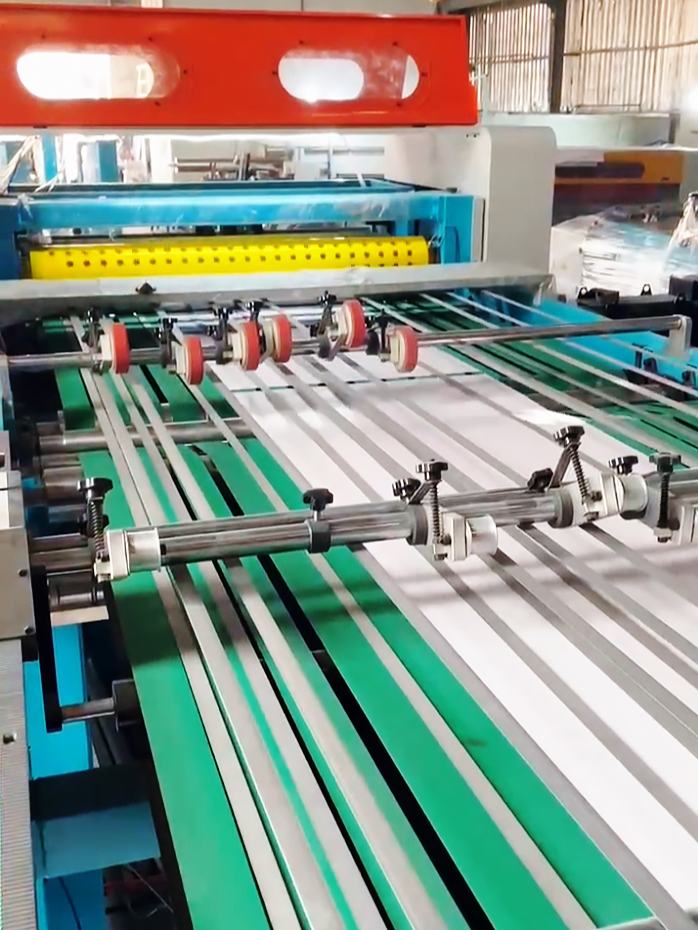
此次共直流母线应用的设备为钢板分条线。每条分条线包含 4 台ACS880驱动器,放卷1台 45kW,分条1台160 kW,收卷1台200kW,夹送1台110 kW。设备采用了共直流母线的供电方案,然后通过直流母线连接到每台 ACS880驱动器的直流接入端。45kW的ACS880驱动器连接制动电阻,其它驱动器通过共直流母线共享制动斩波器和电阻。

ACS880系列高性能驱动器在全功率段都标准配置了进线侧交流接线端子和直流接线端子,即可以实现交流供电也可以实现直流供电,同时把多台ACS880 驱动器的直流接线端子并联就可以实现共直流母线功能,可使一个驱动器中产生再生能量供给电动模式中的其他驱动器使用。
根据电源要求的不同,可有一个或多个驱动器连接到交流电源上。如果仅一个或少数几个驱动器连接电源需评估其力软启动模块与整流模块是否有能力支撑共DC母线网络的全部驱动器的整个直流母线电容充电与输出功率整流能力,否则会造成其损坏,标准设计为同输入电压等级的 R1-C/B2-C/B3间、C/B4-C/B/R9间可共直流母线。
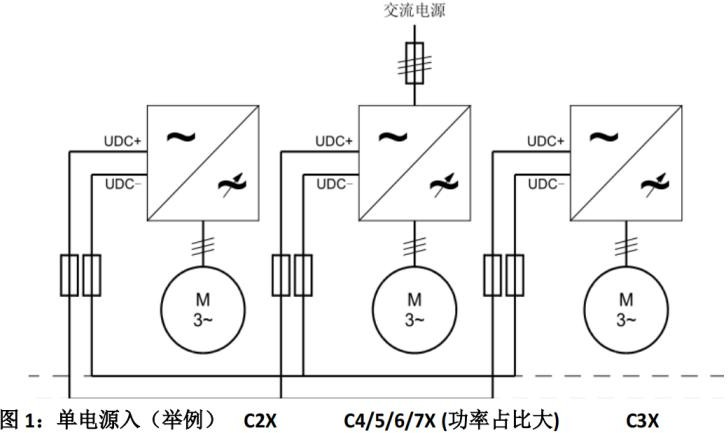
从软启功率承载力大小、软启回路充电速度等角度评估,不同外形机器间共直流母线混合使用时,则必须从连接网中的功率最大的机型接入电网。(见上图)
弘远驱动效果与优势

①节能与效率:共直流母线系统中,回馈能量在驱动器之间共享,达到节能作用,减少整流单元的损耗,提高了系统的效率;
②减少配线:三相交流进线电源入口减少,与之配套的开关、接触器、滤波器、线缆等一系列配电元件都相应减少了;
③节省柜内空间:减少了很多相关配线元件,节省安装空间;
④多台驱动器可以共享制动斩波器。